Опытные мотоциклисты говорят: «Первым делом шлем, вторым — мотоботы». Именно ноги страдают в мото-авариях особенно часто, а лечить их довольно сложно. Чего уж говорить о том, что жить на костылях ну очень неудобно. Именно поэтому современные мотоботы не уступают в сложности и навороченности конструкции последним супербайкам. Сегодня у нас есть возможность прогуляться по цехам одного из ведущих производителей обуви для мотоциклистов — компании Sidi — и увидеть весь процесс производства своими глазами.
 |
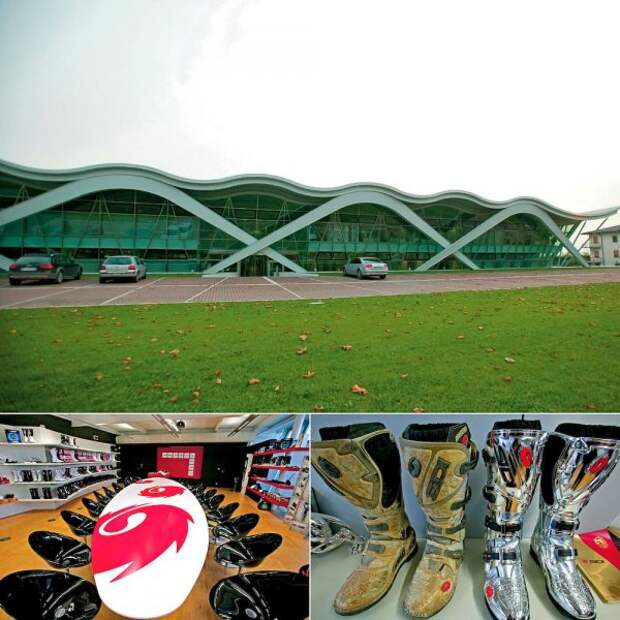
В Мазере, находящейся менее чем в 100 километрах от Венеции, расположен завод, который открывает перед нами свои двери. Проходим просторный холл со стеллажами, на которых расставлены мотоботы, защищавшие ноги знаменитостей, и направляемся в шоу-рум, где нас ждут все модели марки: от трековых до туристических, от внедорожных до супермото. Но то, что интересует нас, находится на нижних этажах — там, где расположены сборочные линии — автоматизированные и, в то же время, с большой долей участия людей...
 |
Из Италии в Румынию... И обратно в Италию
Хотя окончательная сборка и проверка качества продукции происходит в Италии, сборка некоторых моделей производится далеко от Аппенинского полуострова. Но начинается все здесь, в провинции Тревизо, с приема и проверки всего сырья вне зависимости от модели. Большие коробки, заполненные подошвами и подметками, рулоны искусственной кожи Lorica, произведенной в Италии, или сетки Mesh из Германии ждут отправки. Часть сырья отправляется на фирменном грузовике на восток, в Румынию, а часть — на грузовом лифте вниз, в цех.
 |
Как узнать, где была произведена обувь? Очень просто: топовые модели производятся в Италии, нижние — в Румынии, а промежуточная линейка — в обеих странах.
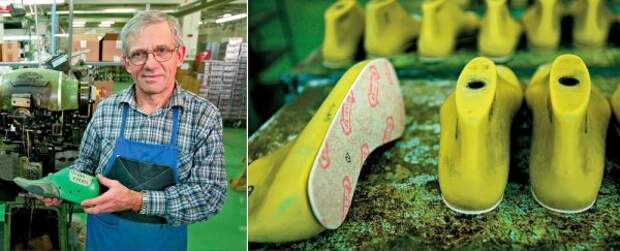
Помимо мотобот, фирма выпускает и велосипедную обувь. Желтые колодки для велообуви, зеленые — для мотоциклетной. К каждой колодке разного размера вручную крепят соответствующую подошву. Так начинается первый этап долгого процесса производства мотобота. Кстати, для именитых гонщиков, выступающих в обуви Sidi, существуют персональные колодки, которые точно повторяют форму их стоп!
 |
На итальянском заводе работает всего восемьдесят человек (на румынском, кстати, — 250). В пиковый период, с января по июнь, за день они собирают до 2500 пар. Конечно, производство автоматизировано, но, все же, многие процедуры не доступны автоматике. Ключевое слово: качество. А для того, чтобы получить качественный конечный результат, на многих этапах требуется участие человека...
Сшиты и склеены вручную
На первом этапе первой сборки части «паззла» выкроенные из искусственной кожи Lorica сшиваются воедино. Затем в заготовку устанавливаются жесткие задник и подносок из термоформованного полиуретана. После этого вшивается молния. В результате получится заготовка, в которой не хватает только подметки и нескольких мелких деталей.
Кстати, подкладку из мембраны Gore-Tex, присутствующую в моделях высшей ценовой категории, тоже вшивают вручную, поскольку некачественные соединения могут стать причиной «негерметичности» сапога.
 |
Дальше в заготовку вставляют колодку с прикрепленной к ней подошвой, и сапог начинает приобретать свою окончательную форму. Сначала он попадает в машину, которая нагревает переднюю часть с уже установленным подноском, чтобы придать ей закругленную форму. Одновременно автомат загибает края заготовки к подошве и крепит их скобами к колодке вместе с подошвой. Сочетание давления, температуры (50-60° C) и времени воздействия придает будущему сапогу привычную для каждого форму. Этот процесс называется затяжка.
 |
Остается только прикрепить подметку. Этот непростой процесс происходит далеко не на одном рабочем месте. После снятия вспомогательных скоб, чтобы окончательно соединить подошву с краем искусственной кожи Lorica, сапог попадает под пресс, и очень важно удержать все детали на месте. Затем происходит этап шлифовки, на котором удаляют образовавшиеся складки и все, что может помешать подметке хорошо приклеиться.
Многоэтапная проклейка
В положении «вверх подошвами» мотоботы Sidi сохнут и ждут своей очереди, чтобы попасть в руки мастера и обзавестись соответствующей подметкой. Установка системы SRS (Sole Replacement System — «Система сменной подметки») на сапог Crossfire — непростой этап.
 |
Чтобы не было ошибок, место, куда должна быть приклеена подметка, отмечают скотчем. Это позволяет избежать ошибок на этапе нанесения клея. Первая смазка клеем сапога и подметки, обсушка, второе нанесение клея, но на этот раз — уже другого, и снова обсушка. Теперь можно снять скотч. Чтобы подметка приклеилась как следует, сапоги и подметки разогревают в особой печи, а затем направляют под пресс. После отведенного времени под прессом, когда подметка окончательно приклеивается, из сапога извлекают колодку. Теперь мотобот практически готов, остается только установить внешние элементы защиты и застежки. Естественно, все это делается вручную. Последний этап — контроль качества. Проверяется каждый сапог!
 |
Все в порядке, и мотоботы отправляются в коробку ждать отправки в страну назначения. Кстати, многие внешние элементы (защитные накладки, застежки и прочее), сменные. Если какая-то деталь сломалась или просто износилась, можно довольно просто заменить ее на новую, продлив тем самым жизнь сапогу. А запчасти всегда есть в наличии у дилеров.
Исследованиями и проектированием новой продукции занимаются всего 2 человека: развитие, новые технологии, смена цветов, все более или менее важные изменения происходят здесь, в конструкторском бюро. Затем их утверждают основатель марки Дино Синьори и его команда, после чего, поступает команда на производство.
Краткая история SIDI
 |
| 1960 | Дино Синьори начинает работу в обувной сфере, а именно — в лыжной отрасли, и открывает свою первую мастерскую, которая уже в то время находится в Мазере. |
| 1966 | Выпуск первой лыжной обуви Sidi. |
| 1969 | Гонки Гран-При, первая фирменная обувь для мотокросса, с металлической застежкой с 6 петлями и водонепроницаемой вставкой; это также год выпуска трековых мотоботов Corsa Special Agostini с застежкой-молнией на пятке. |
| 1974 | Появление логотипа с красной верхушкой, похожего на тот, что знаком нам сегодня. |
| 1976 | Мотокросс: у линии Professional пока нет твердой защиты голени. Это станет началом будущей линии Super Professional с первым креплением на шнурках и липучке, которая появится в 1983 году. |
| 1985 | Новый главный офис в Мазере. |
| 1986 | В категории эндуро появляется все больше защиты благодаря линии Royal, которая положила начало новой системе. |
| 1991 | Модель кроссовых мотобот Top Action становится первой моделью с «быстрой» застежкой, которая используется в настоящее время. |
| 1994 | Появление системы SRS — «Система сменной подметки». Первой моделью с этой системой стала Top Action SRS. |
| 1995 | Голень и боковые части ноги становятся все более защищенными. Впервые появляется возможность замены изношенных частей сапога, например, застежек. |
| 1997 | Во внедорожной экипировке акцентируется удобство и гибкость: это время серии Tae Flex. |
| 1998 | Появление системы фиксации голеностопа, напоминающей позвоночник: Vertebra, откуда и название модели. |
| 2000 | Серия Tae Flex улучшена, и теперь некоторые из ее жестких частей соответствуют диаметру икры. Для мира скорости появляется серия Vertebra Race с системой, ограничивающей подвижность голеностопа и пяткой, смягчающей удар. |
| 2001 | Появляется логотип, который знаком нам сегодня. |
| 2004 | Благодаря микрометрической системе крепления Tecno-II, модель Vertigo Corsa можно точно подогнать под форму ноги. |
| 2005 | Появление модели Crossfire с системой Flex, дающей свободу движения без ущерба для безопасности. источник mail.ru |